







High Duty Steel Radio Shuttle Pallet Racking Warehouse for Food/Beverage Warehouses and Pharmaceutical Distribution Facilities
Shuttle racking in a manufacturing facility where raw materials and finished products need to be stored and moved efficiently, shuttle racking plays a crucial role. By eliminating the need for forklifts to enter the rack structure, this system allows for safer and more streamlined operations. Forklift operators can load pallets onto the racks from the outside, while a shuttle car takes care of moving the goods to their designated storage locations. When it's time to retrieve materials for production or shipping, the shuttle car brings the pallets to the front end for easy access. Shuttle racking enhances the overall efficiency of the manufacturing process by reducing waiting times, optimizing space utilization, and ensuring smooth material flow. This system is ideal for handling bulk quantities of materials with minimal product variations.
- Overview
- Related Products


2. Depth of this racking system could be 30-60m, which is much bigger than normal Drive-in racking.
3. This system doesn't need the forklift to pick up goods inside the lane, but a shuttle instead.
4. Shuttle pallet racking has a good safety performance.
5. It is suitable for storing goods of large quantity by small varieties, such as food, chemical,
Tobacco industry, it is also the best choice for cold operation storage.
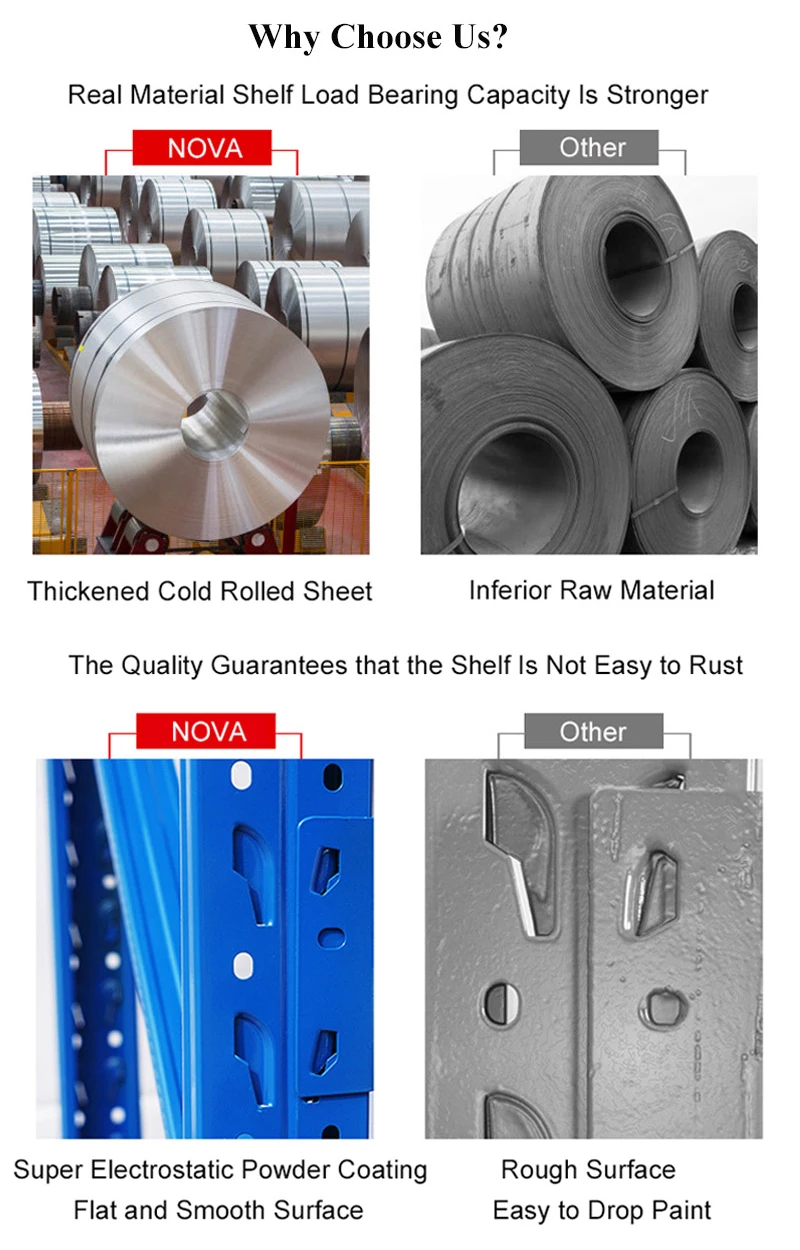
Material: |
High grade cold rolled steel |
Surface: |
Powder Coating |
||
Storage solution: |
FIFO or FILO |
Layers: |
3-7 layers |
||
Pallet capacity: |
1500kg/pallet |
Pallet depth: |
up to 20 pallets |
||
Storage solution: |
FIFO or FILO |
Certification: |
CE, SGS, ISO9001 |
||
Service: |
Welcome OEM & ODM |
||||











NOVA has exported its products to more than 120 countries which are distributed all over the 5 continents. NOVA is dedicated to professional design; accurate production process; strict quality controlling and comprehensive after-sale service; it enjoys a high reputation and praise in both domestic and overseas markets with the product of high quality and reasonable price.
Up to now, by learning from our international counterparts, introducing advanced technology. NOVA always keeps improving and innovating new products.NOVA has built a technology R & D center in Nanjing and owned some national patents. Besides, because of large overseas markets, most of our products have got ISO 9001, ISO 14001, SA 8000, and CE certificates. All of these contribute to today's NOVA who has become the designated supplier of logistics equipment for well-known enterprises both at home and abroad. Sticking to persistent improvement and innovation, NOVA will achieve much more in the future. We are glad to work together with you and finally bring you the satisfied products.










