palet rafı ilə sürüş üçün mağaza
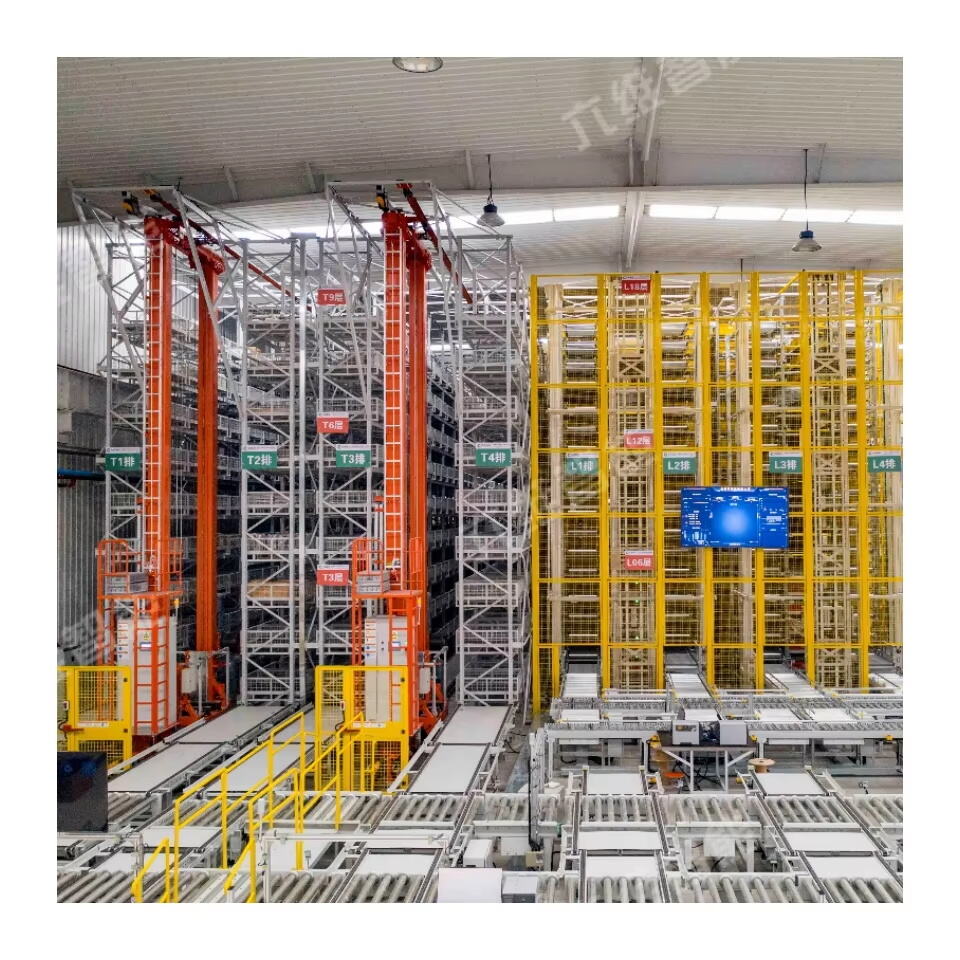
Drive-in palet rəf sistemləri, anbar məkanının istifadəsini maksimallaşdırmaq və əməliyyat effektivliyini artırmaya görə dizayn edilmiş innovativ bir saxlama həllidir. Bu yüksək səthdə saxlama sistemi, forkliftin saxlama yoluna doğrudan daxil olmasına imkan verir və paletlərin LIFO (son gələn, ilk çıxan) konfiqurasiyasında derinlikdə saxlanmasını təmin edir. Sistem, paletlərin güvəndə və emniyyətdə yerləşdirilməsini təmin edəcək formada xüsusi reylər və dəstək kolçaları ilə cəhənnəmiz inşası vasitəsiylə hazırlanmışdır. Hər yolunuz çoxlu paleti derinlikdə bar edə bilər ki, bu da tradiotional rəf sistemlərinə nisbətən saxlama səthini böyük dərəcədə artırır. Struktur, ağır yükləri dəstəkləyərkən stabilliyini saxlamaq üçün müasir mühəndislik principlərindən istifadə edib və palet mövqeyi üçün yüklərin miqdarı tipik olaraq 2000-4500 funt aralığında olur. Müasir drive-in rəf sistemləri, forklift əməliyyatları zamanı zədələnmələri almaq üçün düzəldilmiş elementlər kimi qurulu şaquli koruyucular və giriş yolları reytliçiləri ilə təchiz edilib. Sistemin dizaynı, palet ölçülərinə, yüklərin miqdarına və tesis ölçülərinə əsaslanaraq fərdi şəkildə təyin edilə bilər ki, bu da onu müxtəlif anbar ortaqlarına və saxlama tələblərinə uyğunlaşdırır.