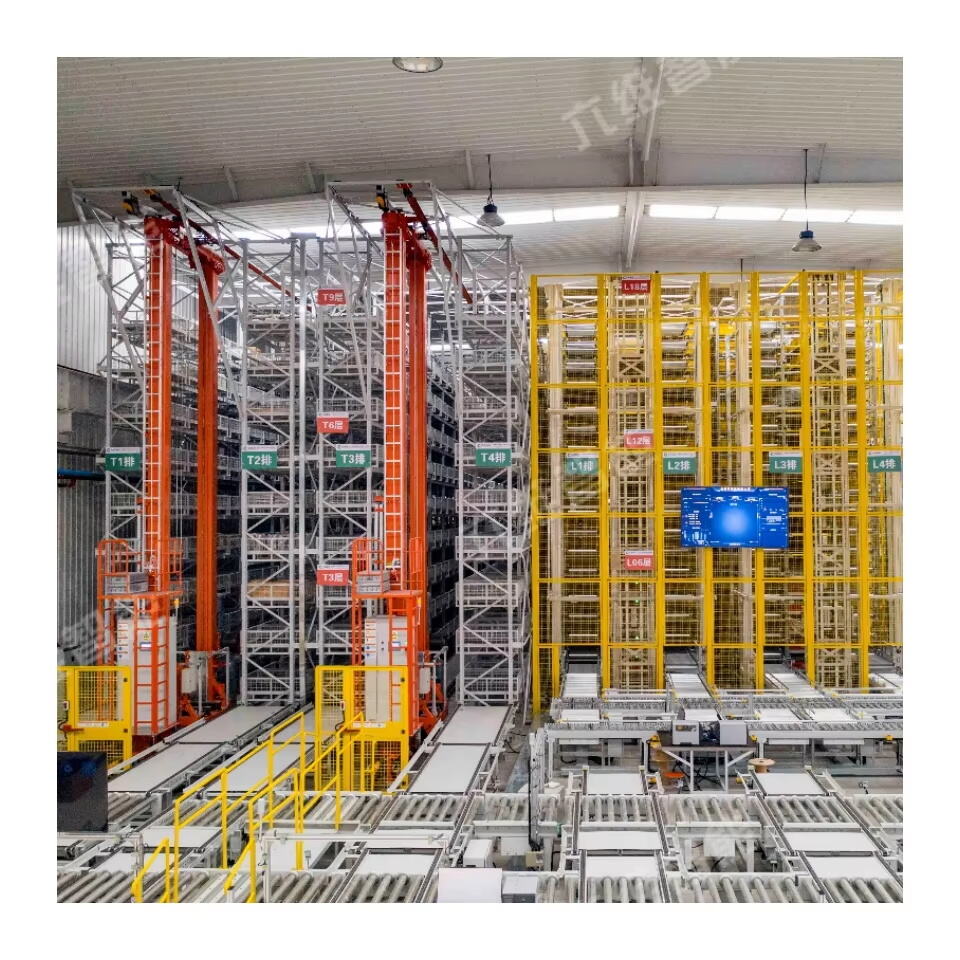
palet rafı ilə sürüş sistemi
Drive in palet rəf sistemləri, anbar sahə istifadəsini maksimallaşdırmaq və saxlama yoğunluğunu artırmaya görag gelen sofistikasiya edilmiş bir saxlama həllidir. Bu innovativ sistem, forkliftin saxlama strukturunun içərisinə doğrudan daxil olmasına imkan verən derin ləkələr təmin edir, bu da derinlikdə çoxlu paleti saxlamağa imkan verir. Standart rəf sistemlərindən fərqli olaraq, drive in rəf sistemləri, forkliftin doğrudan saxlama ləkələrinə daxil olması ilə, çoxlu yoluxların ehtiyacını silməyə kömək edir. Sistem, paletləri tutan üzlərə bağlı olan quruşçu çərçivələrdən ibarətdir, bu isə stabillik və effektiv saxlama ortamı yaradır. Bu üzlər, struktural bütünlüyü saxlayarkən, regular forklift əməliyyatlarının təsirinə qarşı mühafizə edilmişdir. Drive in rəf sistemi, yüksək saxlama yoğunluğu tələbini olan və nisbi olaraq az SKU divərsifikasiyası olan homogen məhsulları saxlamaq üçün xüsusi effektivdir. Sistem, sonuncu daxil olanın ilk çıxması (LIFO) prinsipinə əsaslanır, bu da saxlanan məhsulların qarışmasız olduğu və ya bənzər son istifadə tarixlərinə malik məhsulların toplu saxlanması üçün idealdir. Mütəxəssis drive in sistemləri, reydlər, təsir mühafizəsi və yükləmə göstəriciləri kimi müxtəlif təhlükəsizlik elementlərini əhatə edərək, tələbli anbar şərtlərində güvəndən və effektiv işləməni təmin edir.