
La gestione moderna dei magazzini richiede più della semplice velocità: richiede precisione, scalabilità e la capacità di gestire una crescente complessità degli inventari senza aumenti proporzionali di costi o manodopera. Un sistema di stoccaggio e recupero automatizzato risponde a queste esigenze integrando componenti meccanici, software e strutturali in una soluzione unificata che trasforma il modo in cui i magazzini immagazzinano, gestiscono e prelevano le merci. Poiché le catene di approvvigionamento diventano sempre più complesse, comprendere con precisione come questa tecnologia supporti le operazioni di magazzinaggio è diventato essenziale sia per i responsabili della logistica sia per i progettisti degli impianti.

Un sistema automatizzato di stoccaggio e prelievo non è semplicemente una scaffalatura con una macchina collegata: si tratta di un ecosistema progettato in cui ogni componente, dal carroponte a nastro al software di gestione del magazzino, opera in coordinamento per ottimizzare la produttività, ridurre gli errori e massimizzare la capacità di stoccaggio cubica. Questo articolo analizza nel dettaglio come un sistema automatizzato di stoccaggio e prelievo supporti ciascuna delle dimensioni della logistica moderna, dall’efficienza della disposizione degli spazi e dal controllo dell’inventario all’ottimizzazione della forza lavoro e alla scalabilità.
La base meccanica di un sistema automatizzato di stoccaggio e prelievo
Carroponti a nastro e il loro ruolo nella precisione del prelievo
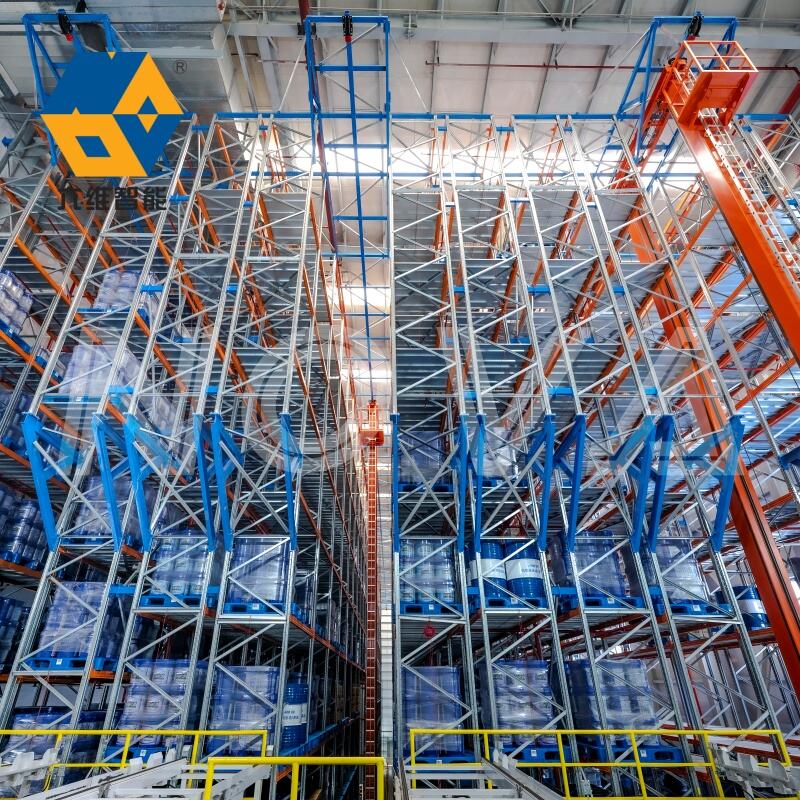
Al centro operativo di qualsiasi sistema automatizzato di stoccaggio e prelievo vi è il carrello elevatore a torre — un'unità mobile sia in verticale che in orizzontale che si muove lungo corsie fisse per posizionare o prelevare carichi con elevata precisione posizionale. A differenza dei carrelli elevatori manuali, che dipendono dall’abilità dell’operatore, i carrelli elevatori a torre seguono coordinate programmate, garantendo che ogni paletta o contenitore venga depositato e prelevato esattamente dalla propria posizione senza alcuna deviazione. Questo livello di precisione meccanica riduce direttamente gli errori di collocazione, che rappresentano una causa significativa di discrepanze di inventario nei magazzini convenzionali.
Il carrello elevatore a stoccaggio opera su tutta l'altezza della struttura di scaffalatura, il che rappresenta uno dei motivi principali per cui un sistema automatizzato di stoccaggio e prelievo consente un utilizzo dello spazio verticale molto maggiore rispetto alle alternative gestite manualmente. Nei siti in cui i costi del terreno sono elevati o lo spazio a piano è limitato, questa portata verticale si traduce in un concreto aumento del volume di stoccaggio utilizzabile, senza alcun incremento dell'ingombro in pianta dell'edificio. Gli ingegneri che progettano installazioni di sistemi automatizzati di stoccaggio e prelievo ad alta baia raggiungono regolarmente altezze di stoccaggio superiori ai 30 metri, un intervallo operativamente impossibile per le attrezzature manuali.
I carrelli elevatori a stoccaggio garantiscono inoltre tempi di ciclo costanti, indipendentemente dall'orario del turno o dai fattori legati alla fatica, rappresentando così un vantaggio fondamentale rispetto agli operatori umani. Il sistema automatizzato di stoccaggio e prelievo può funzionare ininterrottamente su più turni con una produttività prevedibile, consentendo ai siti di impegnarsi nei confronti degli accordi di livello di servizio con maggiore sicurezza.
Sistemi di scaffalatura con carrelli trasportatori per aumentare la densità di stoccaggio
Molte configurazioni moderne di sistemi automatizzati di stoccaggio e prelievo integrano la tecnologia dei carrelli trasportatori all’interno della struttura di scaffalatura per incrementare ulteriormente la densità di stoccaggio. Un carrello motorizzato si muove all’interno del corridoio di scaffalatura, trasportando i pallet in profondità verso posizioni di stoccaggio a più livelli senza richiedere un corridoio per ogni fila. Questo approccio di stoccaggio in profondità riduce drasticamente il numero di corridoi necessari, trasformando lo spazio precedentemente perso per i corridoi in posizioni di stoccaggio produttive.
L'integrazione del carrello traslatore su pallet in un sistema automatizzato di stoccaggio e prelievo è particolarmente vantaggiosa per strutture che gestiscono SKUs ad alto volume con schemi di domanda prevedibili, come la distribuzione alimentare, la logistica delle bevande o il magazzinaggio di beni di consumo. Il carrello traslatore riceve istruzioni dal sistema di gestione del magazzino, esegue autonomamente i movimenti e ne segnala il completamento, tutto senza alcun intervento umano nella zona di stoccaggio. Ciò crea un ambiente più sicuro e controllato, in cui il personale è separato dalla zona meccanica attiva.
La combinazione di carrelli elevatori a torre e sistemi a carrello traslatore all'interno di un unico quadro di sistema automatizzato di stoccaggio e prelievo consente alle strutture di ottimizzare sia la velocità dei singoli prelievi sia la densità complessiva del blocco di stoccaggio. Questi due obiettivi, che spesso risultano in conflitto nella logistica convenzionale, diventano contemporaneamente raggiungibili grazie a un’attenta ingegnerizzazione del sistema.
Come un sistema automatizzato di stoccaggio e prelievo supporta l'accuratezza dell'inventario
Tracciamento in tempo reale della posizione e visibilità delle scorte
Uno dei modi più diretti in cui un sistema automatizzato di stoccaggio e prelievo supporta la gestione del magazzino è il tracciamento continuo, guidato da software, di ogni articolo presente nell'inventario. Poiché tutti gli spostamenti all'interno del sistema sono eseguiti da attrezzature programmate e registrati automaticamente, il sistema di gestione del magazzino conosce sempre con precisione quale SKU si trova in quale posizione, in quale quantità e in quale sequenza è stato ricevuto. Ciò elimina le lacune nella scansione e gli errori di immissione manuale che affliggono gli ambienti di magazzino convenzionali.
Un sistema automatizzato di stoccaggio e prelievo fornisce ai responsabili dell'inventario dati in tempo reale su cui è possibile intervenire immediatamente — sia per l'evadere gli ordini, sia per le decisioni di rifornimento, sia per i conteggi ciclici. In molti impianti, la necessità di effettuare periodicamente conteggi fisici completi del magazzino viene ridotta o addirittura eliminata, poiché il monitoraggio continuo del sistema è sufficientemente preciso da soddisfare i requisiti auditivi. Ciò non solo consente un risparmio di manodopera, ma riduce anche le interruzioni operative associate ai tradizionali processi di conteggio dell'inventario.
I dati generati da un sistema automatizzato di stoccaggio e prelievo alimentano inoltre, a monte, i sistemi ERP e gli strumenti di pianificazione della domanda, fornendo ai team di approvvigionamento e logistica una visione più accurata dei livelli effettivi di scorte, anziché stime basate sul sistema di registrazione che, col tempo, si discostano progressivamente dalla realtà fisica. L'integrità di questi dati rappresenta un beneficio fondamentale che si ripercuote positivamente su tutte le funzioni di magazzino che dipendono dalle informazioni sull'inventario.
Gestione FIFO e LIFO senza sequenziamento manuale
Molte operazioni di stoccaggio — in particolare nei settori alimentare, farmaceutico e chimico — devono rispettare rigorosi protocolli di rotazione delle scorte, come il criterio del primo entrato, primo uscito (FIFO) o del primo in scadenza, primo uscito (FEFO). Un sistema automatizzato di stoccaggio e prelievo applica sistematicamente queste regole di rotazione tramite il proprio software di controllo, prelevando le merci nella sequenza corretta senza fare affidamento sul giudizio dell’operatore o sui sistemi di marcatura presenti sul pavimento del magazzino.
Questa applicazione automatizzata delle regole di rotazione rappresenta uno dei modi più critici, ai fini della conformità, in cui un sistema automatizzato di stoccaggio e prelievo supporta gli ambienti di magazzinaggio soggetti a regolamentazione. Il rischio di spedire prodotti scaduti, fuori specifica o prelevati in sequenza errata è drasticamente ridotto, poiché il sistema fisicamente non può prelevare un articolo fuori dall’ordine di rotazione programmato, a meno che non venga effettuato un override da parte di personale autorizzato con relativa registrazione motivazionale adeguata.
Per i magazzini che gestiscono migliaia di SKU attraverso diverse zone termiche, questa funzionalità rappresenta non solo un vantaggio operativo, ma anche una riduzione effettiva dell’esposizione a responsabilità e dei costi legati alla svalutazione delle merci. Il sistema automatizzato di stoccaggio e prelievo agisce essenzialmente come un meccanismo di enforcement della conformità integrato direttamente nell’infrastruttura fisica di movimentazione.
Ottimizzazione della manodopera ed efficienza operativa
Riduzione della dipendenza dalla manodopera per il prelievo manuale
La manodopera costituisce costantemente uno dei costi variabili più elevati nelle operazioni di magazzino e la sua disponibilità è sempre più imprevedibile. Un sistema automatizzato di stoccaggio e prelievo riduce il numero di addetti necessari per le attività di stoccaggio e prelievo assegnando tali funzioni interamente a sistemi meccanici. I lavoratori vengono riassegnati ad attività a maggior valore aggiunto, quali ispezioni qualitative, gestione delle eccezioni e servizi a valore aggiunto, anziché percorrere i corridoi alla ricerca e allo spostamento dei pallet.
La riduzione del tempo di percorrenza è di per sé significativa. In un magazzino convenzionale, gli addetti al prelievo e gli operatori dei carrelli elevatori possono impiegare dal 50 al 70 percento del loro tempo lavorativo per spostarsi tra le zone di stoccaggio e quelle di spedizione. Un sistema automatizzato di stoccaggio e prelievo elimina gran parte di questo spostamento non produttivo, consegnando direttamente le merci a postazioni di lavoro ergonomiche, dove gli operatori ricevono gli articoli in un punto fisso. Questo modello «merci-al-personale» riduce inoltre lo sforzo fisico e il tasso di infortuni sul luogo di lavoro, abbassando i costi assicurativi e migliorando la fidelizzazione del personale.
Per le operazioni che prevedono più turni, il sistema automatizzato di stoccaggio e prelievo garantisce un livello di produzione costante durante tutte le ore di lavoro, senza le fluttuazioni di produttività legate a squadre diverse o a diversi livelli di affaticamento. Questa coerenza riveste un valore operativo particolare negli ambienti in cui processi successivi — come le linee di produzione o i programmi di caricamento dei camion in partenza — dipendono da una tempistica prevedibile delle forniture provenienti dal magazzino.
Considerazioni sull'efficienza energetica e sui costi operativi
Oltre al risparmio di manodopera, un sistema automatizzato di stoccaggio e prelievo può contribuire all'efficienza energetica in modi spesso trascurati. Poiché il sistema opera in una zona controllata e definita, con presenza umana minima, le condizioni ambientali di tale zona — illuminazione, riscaldamento o raffreddamento — possono essere regolate in base ai parametri operativi delle attrezzature anziché ai requisiti di comfort umano. Nelle applicazioni di stoccaggio a freddo, ciò può tradursi in significativi risparmi energetici per la refrigerazione, poiché la zona automatizzata non deve essere mantenuta a temperature confortevoli per una permanenza prolungata di persone.
I moderni progetti di sistemi automatizzati di stoccaggio e prelievo integrano inoltre meccanismi di recupero dell’energia nei carrelli elevatori, dove l’energia generata durante la frenata del carrello, in fase di decelerazione, viene catturata e reimmessa nel sistema elettrico. Questa capacità rigenerativa è particolarmente rilevante nei sistemi ad alta densità, dove i carrelli percorrono significative distanze verticali numerose volte all’ora. Nel tempo, queste funzionalità di recupero energetico contribuiscono a un profilo più favorevole del costo totale di proprietà (TCO) per l’installazione del sistema automatizzato di stoccaggio e prelievo.
I responsabili degli impianti che valutano un sistema automatizzato di stoccaggio e prelievo dovrebbero modellare sia i risparmi diretti sul costo del lavoro sia queste efficienze indirette relative all’energia e alle infrastrutture, al fine di ottenere una rappresentazione accurata del ritorno sull’investimento (ROI). La combinazione di questi fattori produce tipicamente un periodo di recupero del capitale investito competitivo rispetto ad altri investimenti infrastrutturali di capitale nei moderni centri di distribuzione.
Scalabilità e adattabilità negli ambienti di magazzino in evoluzione
Espansione modulare per accompagnare la crescita aziendale
Uno dei punti di forza strutturali di un sistema automatizzato di stoccaggio e prelievo ben progettato è la sua capacità di espansione modulare. Man mano che aumentano le esigenze di stoccaggio, è possibile integrare nuovi corridoi di scaffalatura, nuove gru a torre o ulteriori livelli di shuttle nel quadro esistente del sistema, senza dover procedere a una riprogettazione completa né a un fermo operativo. Questa natura modulare consente alle aziende di ampliare il proprio investimento in sistemi automatizzati di stoccaggio e prelievo in proporzione all’effettiva crescita della domanda, anziché impegnarsi fin dall’inizio in infrastrutture progettate per la capacità massima.
Il livello software di un sistema automatizzato di stoccaggio e prelievo è altrettanto importante per la scalabilità. Un sistema di gestione del magazzino progettato per gestire il sistema automatizzato di stoccaggio e prelievo deve essere in grado di accogliere ulteriori indirizzi di posizione, nuovi tipi di prodotto e strategie di picking in evoluzione, senza richiedere la sostituzione dell’intera piattaforma. Investire in un’architettura di sistema di controllo che supporti l’espansione futura è altrettanto importante quanto la progettazione dell’infrastruttura fisica.
Le aziende che entrano in nuovi segmenti di mercato, aumentano il numero di SKU o si espandono in nuovi canali di distribuzione possono utilizzare il sistema automatizzato di stoccaggio e prelievo come una struttura operativa stabile, in grado di adattarsi mediante configurazioni e aggiunte di moduli, anziché richiedere una sostituzione integrale dell’infrastruttura. Questa adattabilità rappresenta un significativo vantaggio competitivo in contesti di mercato dinamici.
Integrazione con gli ecosistemi più ampi di automazione del magazzino
Un sistema automatizzato di stoccaggio e prelievo raramente opera in isolamento. Nei moderni centri di distribuzione, funziona come un nodo all'interno di un più ampio ecosistema di automazione che può includere sistemi di trasporto su nastro, veicoli a guida automatica, bracci robotici per il prelievo e apparecchiature di smistamento. La capacità del sistema automatizzato di stoccaggio e prelievo di comunicare con questi sistemi adiacenti tramite interfacce standardizzate è fondamentale per garantire un flusso di materiali senza soluzione di continuità dall'inizio alla fine.
L'integrazione tra il sistema automatizzato di stoccaggio e prelievo e i punti di immissione e scarico dei nastri trasportatori, ad esempio, consente ai pallet o ai contenitori di fluire direttamente dalle banchine di ricezione nel sistema e dal sistema alle aree di preparazione della spedizione, con un intervento manuale minimo. Ogni punto di consegna in cui viene eliminato un intervento manuale riduce i costi del lavoro, i tempi di ciclo e il rischio di danni durante la movimentazione o di errori di sequenza.
Mentre i magazzini si orientano verso concetti di automazione completamente privi di illuminazione (lights-out), il sistema automatizzato di stoccaggio e prelievo fornisce il nucleo stabile e ad alta densità di stoccaggio intorno al quale vengono organizzate le altre tecnologie di automazione. La sua affidabilità e precisione lo rendono un punto di ancoraggio naturale per gli impianti che progettano architetture di automazione integrate, end-to-end.
Domande frequenti
Quali tipi di merci sono più adatti allo stoccaggio in un sistema automatizzato di stoccaggio e prelievo?
Un sistema automatizzato di stoccaggio e prelievo è particolarmente adatto per merci immagazzinate in carichi unitari standardizzati, come bancali, cassette o vassoi. Offre prestazioni eccellenti per SKU ad alto volume con domanda prevedibile, per merci che richiedono il rispetto rigoroso della rotazione, come alimenti e prodotti farmaceutici, e per prodotti che traggono vantaggio da uno stoccaggio a temperatura controllata con un ingresso umano ridotto al minimo nelle zone climatizzate. Carichi con forme estremamente irregolari o di dimensioni eccessive potrebbero richiedere un’ingegnerizzazione personalizzata del sistema per essere integrati nelle configurazioni standard dei sistemi automatizzati di stoccaggio e prelievo.
Come gestisce un sistema automatizzato di stoccaggio e prelievo i periodi di domanda massima?
Poiché un sistema automatizzato di stoccaggio e prelievo opera ininterrottamente senza affaticamento né interruzioni legate al cambio turno, è intrinsecamente in grado di sostenere un elevato throughput durante i periodi di domanda massima. La capacità di throughput può essere ulteriormente incrementata ottimizzando l’algoritmo di pianificazione del movimento dei carrelli elevatori, predisponendo in anticipo ordini outbound già ordinati o attivando ulteriori unità shuttle nelle configurazioni a più livelli. Una progettazione adeguata del sistema deve tenere conto dei requisiti di throughput massimo già nella fase iniziale di ingegnerizzazione, per garantire che la capacità meccanica installata sia sufficiente.
Qual è il livello di manutenzione richiesto da un sistema automatizzato di stoccaggio e prelievo?
Un sistema automatizzato di stoccaggio e prelievo richiede una manutenzione preventiva pianificata sui componenti meccanici, quali i sistemi di azionamento del carroponte, i gruppi ruota e le superfici delle rotaie, nonché aggiornamenti regolari del software e del firmware del sistema di controllo. La maggior parte delle installazioni moderne di sistemi automatizzati di stoccaggio e prelievo include funzionalità di monitoraggio remoto che consentono ai team di assistenza di analizzare le tendenze prestazionali e di identificare i componenti prossimi al termine del loro ciclo di vita prima che si verifichi un guasto. Un sistema automatizzato di stoccaggio e prelievo ben mantenuto può garantire una disponibilità operativa superiore al 99 percento nelle strutture adeguatamente gestite.
È possibile convertire un magazzino convenzionale esistente per integrare un sistema automatizzato di stoccaggio e prelievo?
La conversione di un magazzino esistente per includere un sistema automatizzato di stoccaggio e prelievo è fattibile, ma richiede una valutazione accurata sia strutturale che operativa. L'edificio deve essere in grado di sopportare i carichi imposti dalle scaffalature ad alta densità e dai binari per i ponti mobili, e il pavimento deve rispettare le tolleranze di planarità specifiche progettate per il sistema automatizzato di stoccaggio e prelievo. In alcuni casi, potrebbero rendersi necessarie modifiche strutturali o rinforzi dell'edificio. Un approccio di implementazione graduale — in cui una sezione del magazzino viene convertita mentre il resto continua a operare con modalità convenzionale — è una strategia comune che minimizza le interruzioni operative durante la transizione.
Sommario
- La base meccanica di un sistema automatizzato di stoccaggio e prelievo
- Come un sistema automatizzato di stoccaggio e prelievo supporta l'accuratezza dell'inventario
- Ottimizzazione della manodopera ed efficienza operativa
- Scalabilità e adattabilità negli ambienti di magazzino in evoluzione
-
Domande frequenti
- Quali tipi di merci sono più adatti allo stoccaggio in un sistema automatizzato di stoccaggio e prelievo?
- Come gestisce un sistema automatizzato di stoccaggio e prelievo i periodi di domanda massima?
- Qual è il livello di manutenzione richiesto da un sistema automatizzato di stoccaggio e prelievo?
- È possibile convertire un magazzino convenzionale esistente per integrare un sistema automatizzato di stoccaggio e prelievo?