storage mezzanine floor
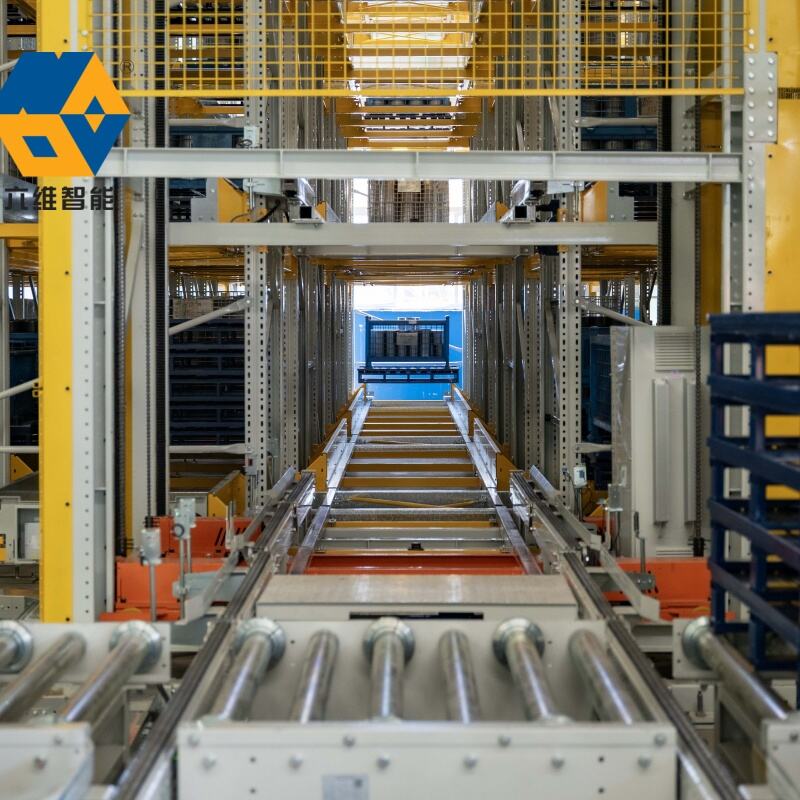
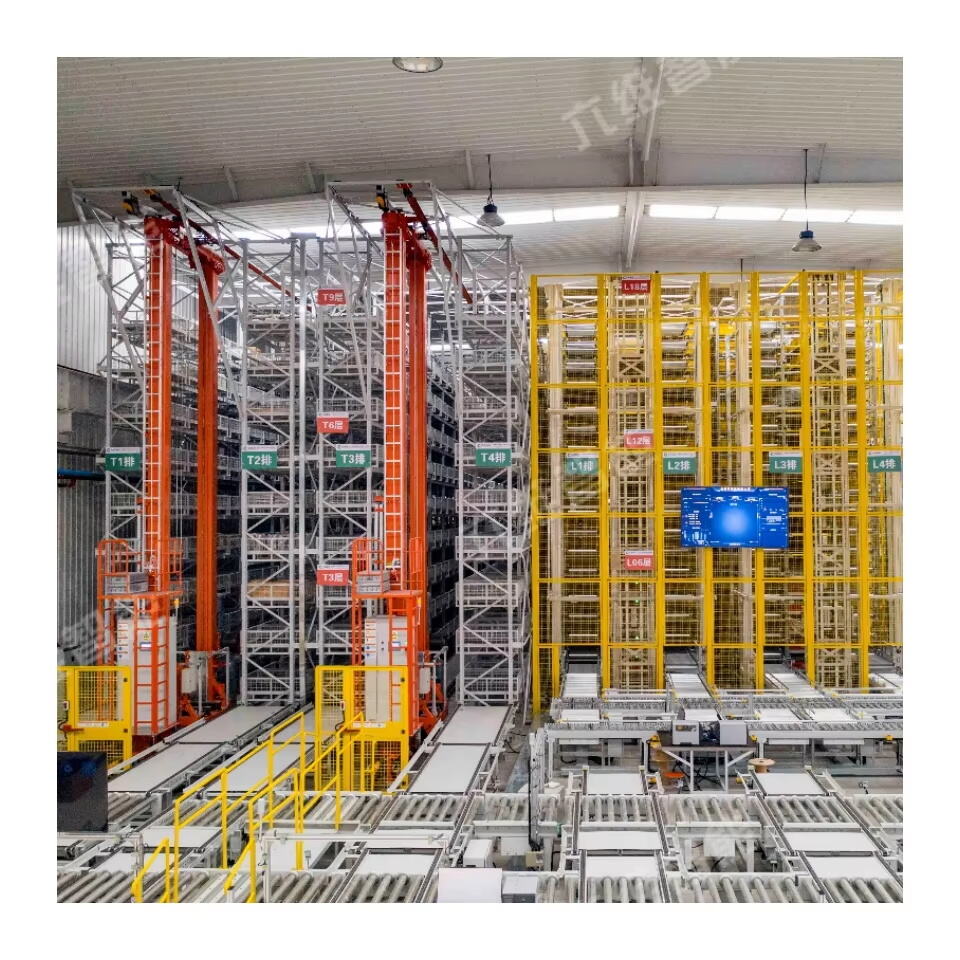
A storage mezzanine floor represents a revolutionary solution in modern warehouse management, offering a practical way to maximize vertical space utilization in industrial and commercial settings. This innovative structural system creates an intermediate level between the ground floor and ceiling, effectively doubling or even tripling the available storage space without the need for costly facility expansion. The system comprises high-grade steel components, engineered flooring materials, and precision-manufactured support columns that work together to create a robust and reliable storage platform. These floors can be customized to accommodate various load capacities, ranging from light storage requirements to heavy-duty industrial applications. The integration of advanced safety features, including guardrails, anti-slip surfaces, and proper access points, ensures compliance with workplace safety regulations while maintaining operational efficiency. Modern storage mezzanine floors often incorporate sophisticated design elements such as integrated lighting systems, climate control capabilities, and modular components that allow for future modifications or expansions. The versatility of these systems extends beyond mere storage, as they can be adapted to create additional workspace, assembly areas, or even office space above existing operations.