Customization Capabilities For Diverse Storage Requirements
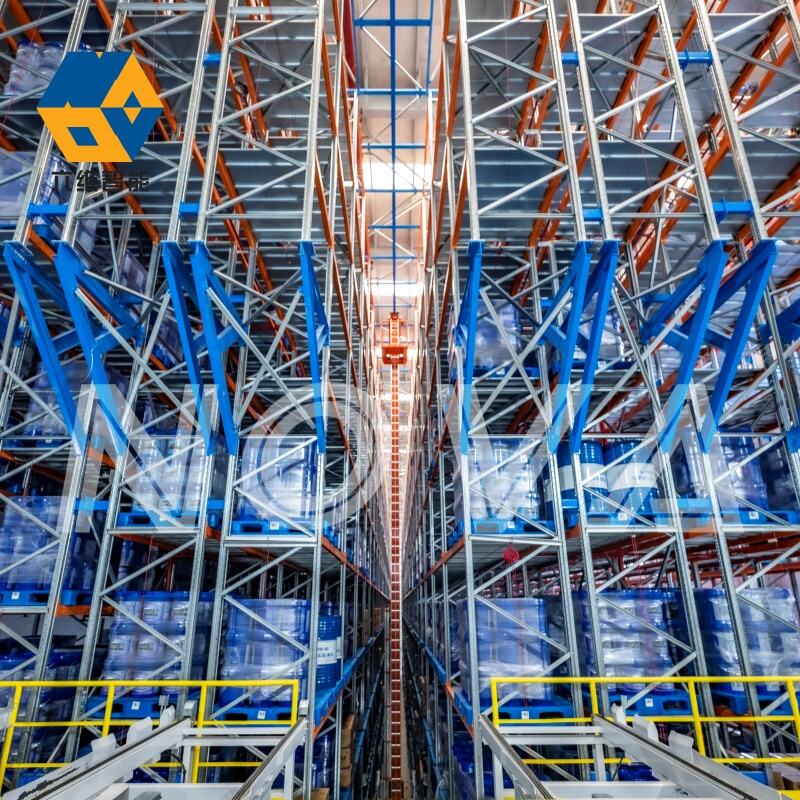
The drive in pallet racking factory offers extensive customization capabilities that address the unique storage challenges facing different industries and operational configurations. Unlike generic storage products, systems manufactured at a specialized drive in pallet racking factory begin with detailed consultation processes where engineers assess specific requirements including pallet dimensions, product weights, inventory rotation patterns, forklift specifications, building characteristics, and throughput expectations. This comprehensive analysis informs custom designs optimized for each client's operational reality rather than forcing businesses to adapt their processes to standardized equipment limitations. Manufacturing flexibility at the drive in pallet racking factory accommodates pallet sizes ranging from standard 1000x1200 millimeter Euro pallets to oversized 1200x1400 millimeter industrial pallets, with rail spacing and upright positioning calculated to provide proper support regardless of load footprint. Height customization proves equally important, with the drive in pallet racking factory producing systems from 4 meters for facilities with limited clearance to 12 meters for high-bay warehouses equipped with specialized material handling equipment. Lane depth configuration represents another critical customization parameter, with the drive in pallet racking factory engineering storage blocks from 2 pallets deep for operations requiring more frequent access to 10 or more pallets deep for maximum density in slow-moving inventory applications. The factory's design software calculates optimal configurations that balance storage capacity against access requirements, ensuring businesses achieve maximum space utilization without creating impractical retrieval scenarios. Cold storage applications receive specialized attention at the drive in pallet racking factory, with material selections and protective coatings formulated to withstand temperature extremes from -30 degrees Celsius in frozen food warehouses to +40 degrees Celsius in tropical climates without brittleness or coating degradation. Industries handling hazardous materials benefit from drive in pallet racking factory expertise in producing systems compliant with safety regulations governing flammable liquids, toxic substances, or environmentally sensitive products, incorporating features like spark-resistant coatings and secondary containment integration points. The drive in pallet racking factory also addresses building-specific constraints, engineering systems that work around existing structural columns, accommodate irregular floor layouts, and integrate with sprinkler systems, lighting installations, and building automation equipment. Seismic zone considerations result in customized bracing patterns and foundation connection details that meet local building codes while maintaining storage density objectives. Color customization available from the drive in pallet racking factory allows businesses to implement visual management systems with different rail colors indicating storage zones, product categories, or rotation schedules, improving warehouse organization and reducing picking errors. The factory's production systems accommodate these variations without significant cost premiums, leveraging flexible manufacturing cells that switch between specifications efficiently. This customization extends to accessory integration, with the drive in pallet racking factory offering compatible safety barriers, column protectors, guide rails, and end-of-aisle protection systems engineered to match the primary structure's load ratings and dimensional specifications, creating comprehensive storage solutions rather than requiring clients to source components from multiple suppliers with uncertain compatibility.