miniload automated warehouse
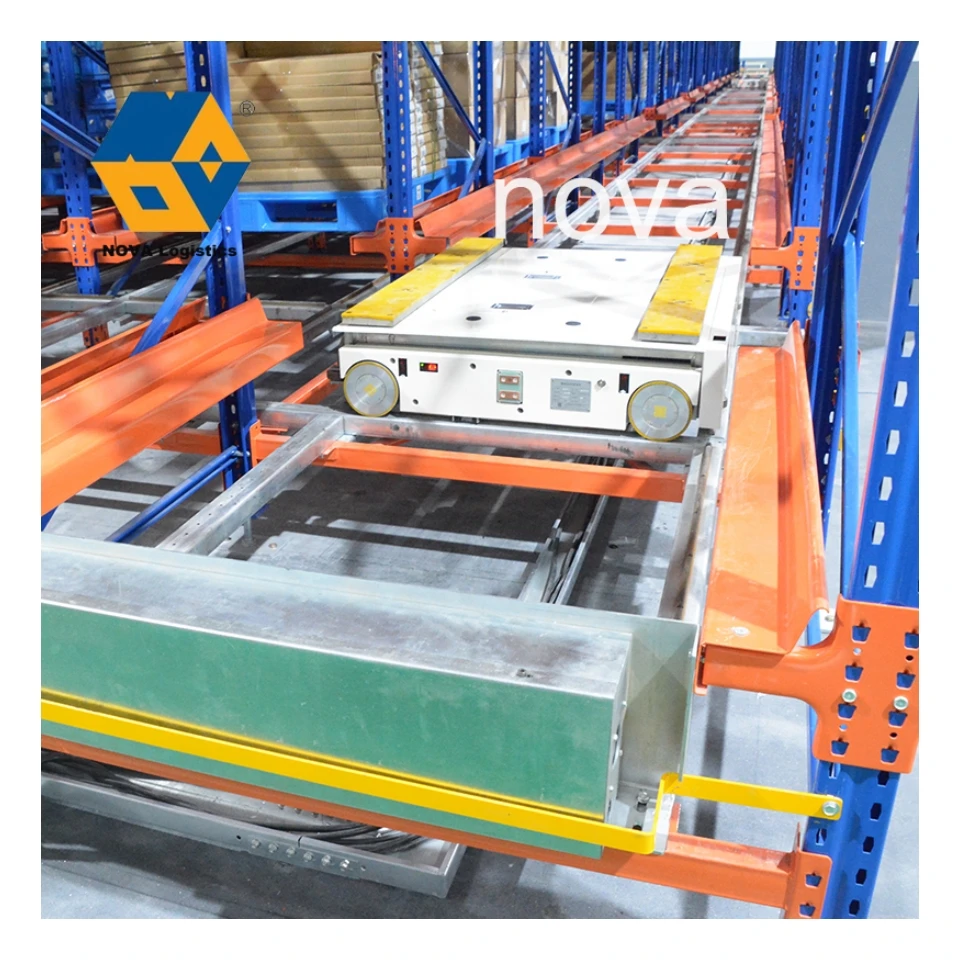
The miniload automated warehouse represents a cutting-edge storage solution designed specifically for handling small to medium-sized items with exceptional precision and speed. This sophisticated system combines advanced robotics, intelligent software controls, and optimized storage configurations to create a highly efficient automated storage and retrieval system. At its core, the miniload automated warehouse utilizes automated stacker cranes that operate within narrow aisles, accessing storage bins and totes positioned on both sides of the aisle structure. These systems excel at managing inventory that includes components, spare parts, pharmaceuticals, cosmetics, electronics, and various consumer goods that require organized, high-density storage. The main functions of a miniload automated warehouse encompass automated storage and retrieval operations, inventory management, order fulfillment, and seamless integration with warehouse management systems. The technological features include high-speed stacker cranes capable of simultaneous dual-cycle operations, sophisticated control software with real-time tracking capabilities, energy-efficient drive systems, and flexible configuration options that adapt to specific operational requirements. Modern miniload systems incorporate advanced sensors, safety mechanisms, and diagnostic tools that ensure continuous operation with minimal downtime. Applications span across multiple industries including e-commerce distribution centers, manufacturing facilities requiring just-in-time component delivery, pharmaceutical companies needing temperature-controlled storage, automotive parts distribution, electronics assembly operations, and retail fulfillment centers. The system architecture typically features storage racks reaching heights of up to 20 meters, optimizing vertical space utilization while maintaining compact footprints. Integration capabilities allow the miniload automated warehouse to communicate with enterprise resource planning systems, order management platforms, and conveyor networks, creating a cohesive material handling ecosystem that enhances overall operational efficiency and accuracy throughout the entire supply chain process.