warehouse storage rack system
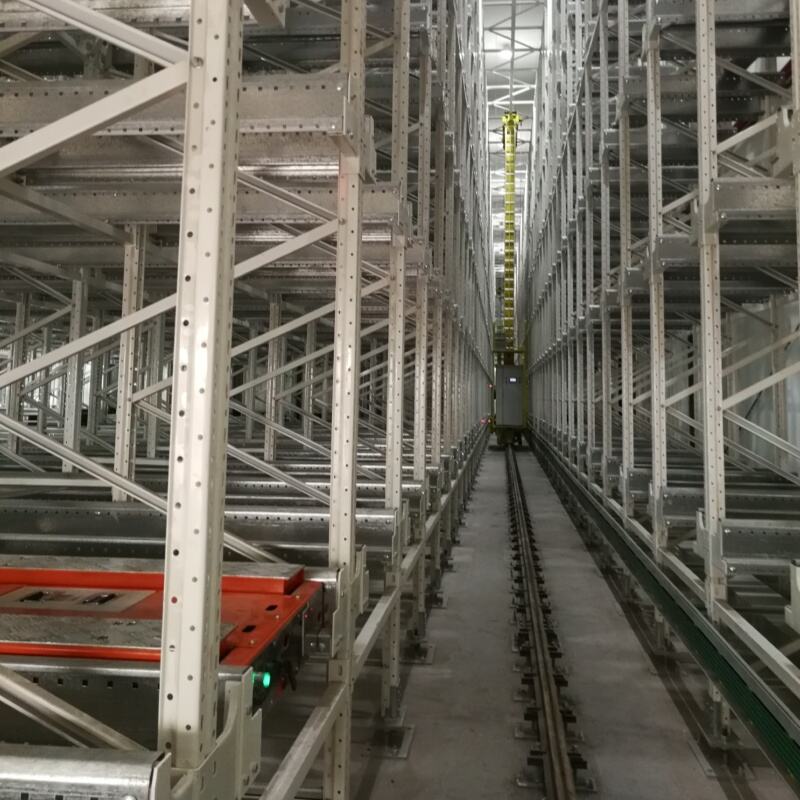
A warehouse storage rack system represents a fundamental infrastructure component designed to maximize vertical space utilization while organizing inventory efficiently within distribution centers, manufacturing facilities, and commercial warehouses. This comprehensive solution encompasses various structural configurations, including selective pallet racks, drive-in systems, push-back mechanisms, and cantilever designs, each engineered to accommodate specific storage requirements and operational workflows. The primary functions of a warehouse storage rack system extend beyond simple product placement, incorporating advanced load distribution capabilities, accessibility optimization, and inventory management facilitation. These systems feature precision-engineered steel construction with adjustable beam levels, allowing businesses to customize shelf heights according to product dimensions and storage density requirements. Technological features integrated into modern warehouse storage rack systems include seismic reinforcement for enhanced safety, corrosion-resistant powder coating finishes for longevity, and modular component designs that enable rapid reconfiguration as business needs evolve. The structural integrity relies on vertical uprights connected by horizontal load beams, with wire decking or solid shelving panels providing stable product support surfaces. Applications span diverse industry sectors, from automotive parts distribution centers requiring heavy-duty cantilever racks for long components, to pharmaceutical facilities needing climate-controlled selective racking with narrow aisle configurations. Food and beverage operations benefit from first-in-first-out flow rack systems, while e-commerce fulfillment centers utilize high-density mobile racking to maximize picking efficiency. The warehouse storage rack system integrates seamlessly with material handling equipment including forklifts, reach trucks, and automated guided vehicles, creating cohesive storage ecosystems. Safety features such as column protectors, frame anchoring systems, and load capacity indicators ensure compliance with occupational health standards while protecting both personnel and inventory investments throughout daily operations.