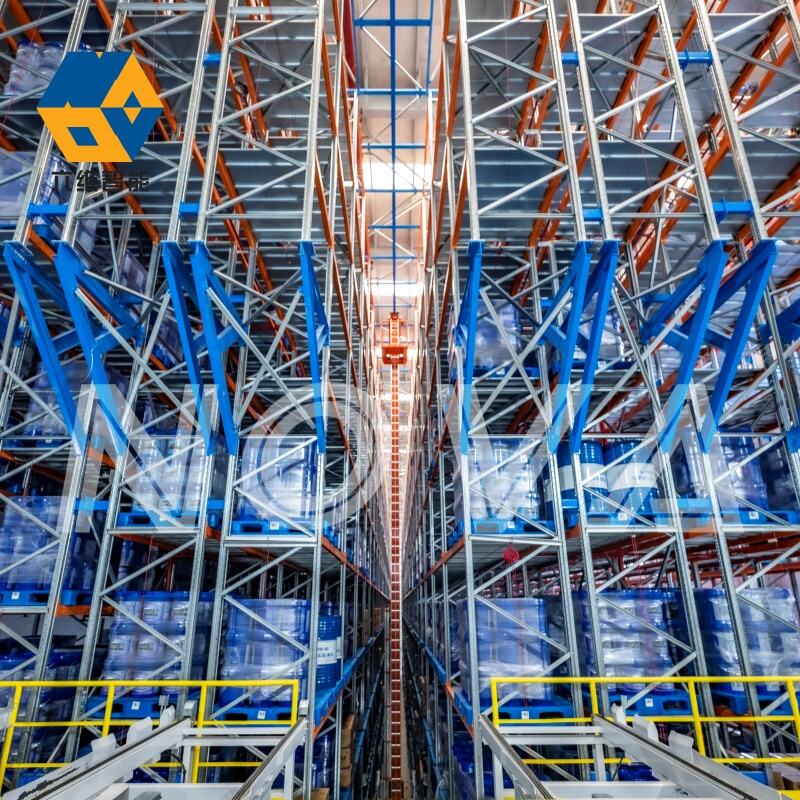
Exceptional Space Utilization Through High-Density Storage Configuration
The drive in storage rack transforms warehouse space efficiency by eliminating the multiple aisles required in traditional selective racking systems, replacing them with continuous storage blocks that maximize every square foot of available floor space. This fundamental design advantage allows facilities to increase storage capacity by thirty-five to fifty percent within identical footprints, delivering immediate return on investment without requiring building expansions or additional real estate acquisitions. The system achieves this remarkable density by allowing forklifts to enter directly into the rack structure through access aisles, traveling along guided lanes to deposit or retrieve pallets stored in depth. Each storage lane accommodates multiple pallets positioned sequentially from front to back, typically ranging from two to ten positions deep depending on inventory characteristics and turnover requirements. This configuration proves particularly advantageous for businesses storing large quantities of homogeneous products where multiple pallets of identical SKUs can be grouped together efficiently. The vertical dimension adds another layer of space optimization, as these systems typically incorporate multiple levels that extend upward to twenty-five feet or higher when appropriate material handling equipment is available. By combining depth and height dimensions, facilities achieve volumetric storage efficiency that dramatically outperforms traditional approaches. The reduced aisle requirement translates directly into lower facility costs across multiple dimensions including reduced concrete flooring installation, decreased lighting infrastructure, diminished heating and cooling expenses, and lower overall building square footage needs. For temperature-controlled environments such as cold storage facilities, pharmaceutical warehouses, or food distribution centers, the space efficiency advantage becomes even more valuable as refrigeration and climate control costs represent major operational expenses. Concentrating more product into less space means lower energy consumption per stored pallet, creating ongoing operational savings that compound year after year. The system also enables better utilization of expensive urban warehouse locations where real estate costs are premium, allowing businesses to maintain operations in strategically advantageous locations rather than relocating to distant, less convenient facilities. Installation flexibility allows the drive in storage rack to adapt to existing building configurations, maximizing awkward spaces and unusual dimensions that might otherwise remain underutilized with conventional racking approaches.