Maximum Space Utilization Through Intelligent Design
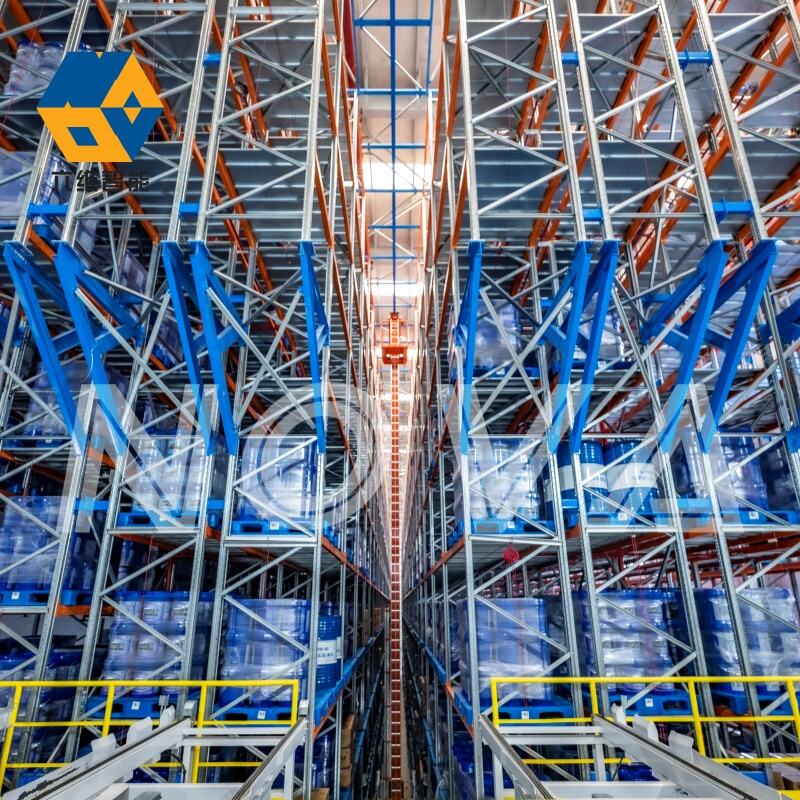
Drive in storage racks revolutionize warehouse space management by implementing an intelligent design philosophy that prioritizes cubic footage optimization. Unlike conventional storage systems that require multiple aisles for forklift access, drive in storage racks consolidate pathways into single entry points serving multiple storage positions. This architectural approach transforms wasted aisle space into productive storage areas, effectively multiplying your facility's capacity without expanding its physical footprint. The system achieves this remarkable efficiency by creating deep storage lanes where pallets stack consecutively, supported by continuous rails running the entire depth of the structure. Each lane functions as an independent storage tunnel, allowing your team to dedicate specific channels to individual product lines or batch numbers. This configuration proves particularly advantageous for businesses managing large quantities of homogeneous inventory, such as seasonal products, bulk commodities, or items with extended shelf lives. The vertical dimension receives equal attention in the design, with rack heights customizable to match your building's clear height specifications. By stacking products upward through multiple levels, you leverage gravitational stability while maintaining accessibility through standard forklift equipment. The engineering behind drive in storage racks accounts for load distribution patterns, ensuring that weight transfers safely through the rail system to the floor without creating stress concentrations that could compromise structural integrity. Modern installations incorporate computer-aided design tools that calculate optimal lane depths based on your specific product mix, forklift capabilities, and operational workflow patterns. This scientific approach eliminates guesswork and ensures your investment delivers maximum spatial efficiency. The resulting storage density often achieves ratios impossible with other racking systems, particularly when dealing with products that move in predictable patterns or complete batches. Businesses operating in expensive real estate markets find this space multiplication especially valuable, as it defers or eliminates costly facility expansions while accommodating inventory growth. The compact footprint also reduces ancillary costs associated with lighting, climate control, and facility maintenance, creating a cascading series of economic benefits that extend well beyond the initial storage capacity improvements.